解决方案
参考方案
一、需求痛点
1.场地规划难:传统设备布局无系统,小型厂空间拥挤,大型厂部分区域闲置、核心区局促,增加运营成本。
2.人力效率矛盾:单台锯切设备需 1 人看管,人力成本占比高;人工操作受疲劳、技能影响,效率波动大。
3.精度与浪费问题:人工锯切速度低,参数调整误差大,木材废料率高,珍贵木材浪费成本更高。
4.流程衔接断层:各加工环节间需人工转运材料,等待时间长,整体生产效率低。
5.定制化能力缺:传统固定流程无法满足细木工板、指接板、集成材等差异化需求,更换品类调整设备耗时久,影响交付。
二、方案概述
针对不同规模木材加工企业的生产需求,提供单机组套方案与整厂规划方案两大核心解决方案,覆盖从中小产能到大规模自动化生产的全场景:
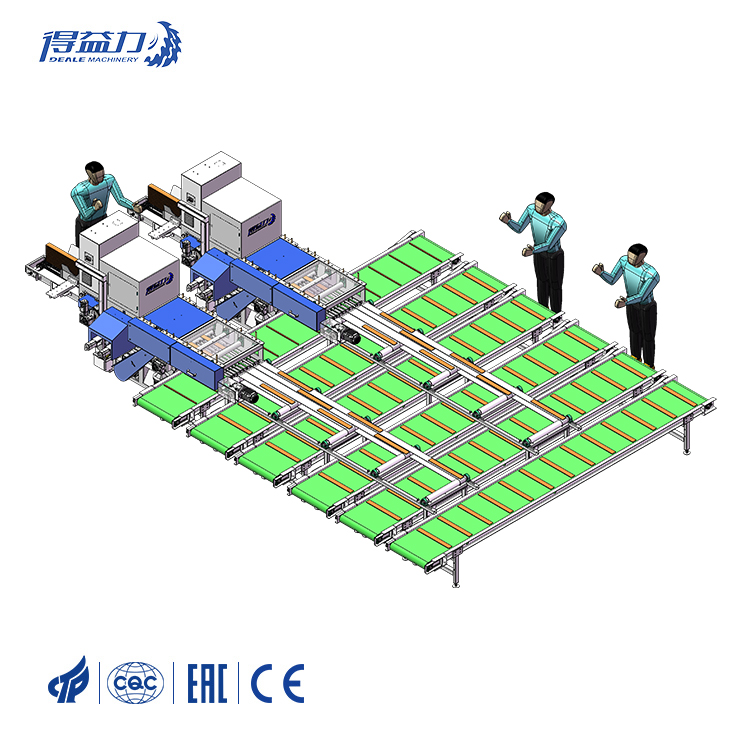
1.单机组套方案:
面向中小型加工厂、作坊及大型厂补充产能,以模块化组合为核心,提供多档标准化配置。支持主流木材加工,搭载智能 AI 自学习系统,可优化加工参数,锯切速度稳定,一人可兼顾多套设备,人员数量灵活调整。


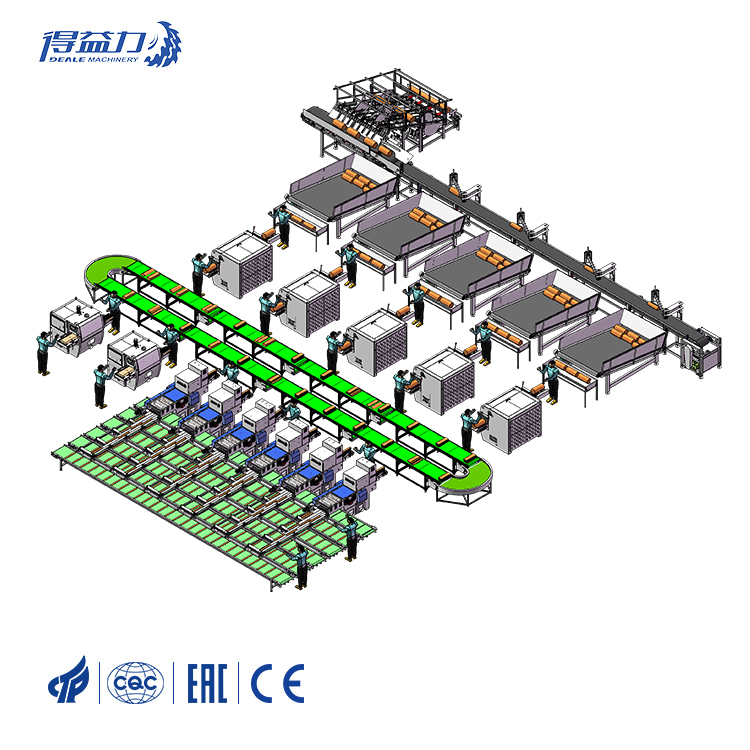
2.整厂规划方案:
面向大型企业、生产基地及规模化供应商,提供全流程自动化方案,覆盖从圆木接收、加工到成品码垛完整链路。具备自动断料、分选、储料、输送、清边等功能,支持多品类加工,可按客户特殊需求定制生产线,操作人数依自动化程度灵活设定。


三、方案优势
1.空间利用优:
单机组套按产能匹配占地,节省空间;
整厂规划方案占地少,设备按 “原料 - 加工 - 成品” 流线布局,减少转运距离。
2.人力成本降:
单机组套一人可兼顾多台设备,节省人力;
整厂规划全自动化配置需人少,人力成本占比大幅下降,避免人工效率波动。
3.效率精度高:
单机组套锯切速度提升,AI 系统控制误差,降低废料率;
整厂规划全流程周期缩短,出材率高,精度达标率稳定。
4.适配灵活性强:
两类方案均支持多品类加工,单机组套更换品类调整快;
整厂规划可定制添加环节,实现一体化生产,适配多订单需求。
5.流程衔接顺:
整厂规划构建闭环流程,各环节智能联动,减少转运等待时间,提升整体效率。
四、使用产品
1.单机组套方案核心产品
智能锯切设备,如Q5系列智能清边机




2.整厂规划方案核心产品
①多排断料机自动断料
②大小径级分选
③短料堆储输送机
⑥木板循环输送机
⑧木板按规格自动分选
⑨木板按规格自动输送至人工进行码垛

五、客户案例
1.单机组套方案案例:
某南方中小型细木工板加工厂,原有传统设备产能低、人力多、废料率高、场地利用率低。采用 4 台套方案后,人员成本、材料浪费减少,产能提升,场地利用优化,客户反馈设备省心省钱。
2.整厂规划方案案例:
某北方大型集成材企业,原有半自动化生产线产能低、人力多、周期长、出材率低。定制整厂方案后,人力成本大降,产能翻倍,加工周期缩短,出材率与精度提升,可快速切换加工品类,新增订单与销售额,客户反馈实现从传统到智能生产的跨越,竞争力增强。